海外レベルの厳しい環境規制にも安定的に基準をクリアできるQCL-SODP脱窒システムの事例をご紹介します。
事例ナビゲーション
- Case1. 石油タンク内の廃液処理現場(日本)
- Case2. レストラン厨房排水脱窒処理(中国/貴州省)
- Case3. メッキ排水処理(中国/広東省)
- Case4. 石油化学工場の排水処理(中国/甘粛省)
- Case5. 都市下水処理(中国/河北省)
- Case6.
Case1. 石油備蓄タンク内の廃液処理現場(日本)
| 排水タイプ | 工業排水 |
|---|---|
| 排水処理量 | 20㎥/DAY |
| 排水の問題 | 高窒素濃度 |
| 問題改善提案 | SODP脱窒処理システムの導入 (現地の水槽を反応槽として利用) →200mg/Lの窒素濃度を5mg/Lまで処理 |
現地に存在する水槽を「反応槽」に見立て、脱窒システムの構築を行いました。





Case2. レストラン厨房排水脱窒処理(中国/貴州省)
こちらは中国のレストランの厨房排水を使用した、バイオマスプラントでの事例です。
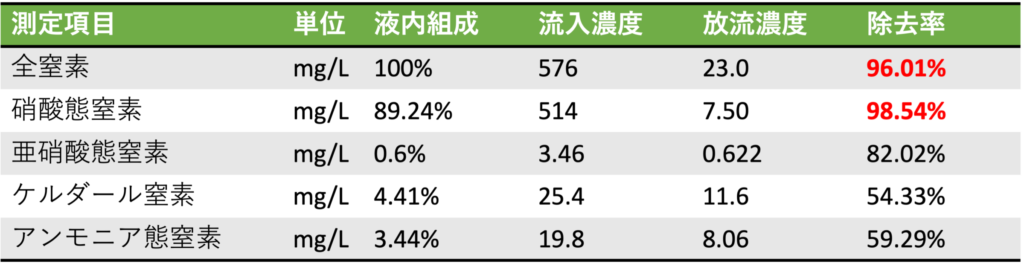
メタン発酵後の嫌気消化液の脱窒を行います。排水中のCNP比がいびつな排水でも問題なく処理ができていることが分かる事例になります。
設計時
| 処理量 | 700 m3/日 |
| 流入全窒素濃度 | 650 mg/L |
| 放流全窒素濃度 | 70 mg/L |
| 処理窒素量 | 410 kg/日 |
運用時
| 処理量 | 700 m3/日 |
| 流入全窒素濃度 | 580~650 mg/L |
| 放流全窒素濃度 | < 30 mg/L |
| 放流硝酸態窒素濃度 | < 5 mg/L |
| 処理窒素量 | 485 kg/日 |


Case3. メッキ排水処理(中国/広東省)
こちらは中国のメッキ工場の排水処理現場の事例です。
設計時
| 処理量 | 300 m3/日 |
| 流入全窒素濃度 | 50 mg/L |
| 放流全窒素濃度 | < 15 mg/L |
運用時
| 処理量 | 300 m3/日 |
| 流入全窒素濃度 | 50 mg/L |
| 放流全窒素濃度 | < 10 mg/L |
| 全窒素脱窒率 | 80 %以上 |
| 硝酸態窒素脱窒率 | 95 %以上 |

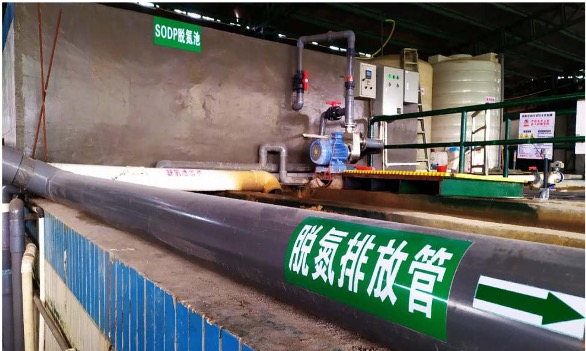

Case4. 石油化学工場の排水処理(中国/甘粛省)
こちらは中国の石油化学工場の排水処理現場の事例です。
設計時
| 処理量 | 1,500 m3/日 |
| 流入全窒素濃度 | 20 mg/L |
| 放流全窒素濃度 | < 15 mg/L |
運用時
| 処理量 | 1,500 m3/日 |
| 流入全窒素濃度 | 20 mg/L |
| 放流全窒素濃度 | < 10 mg/L |
| 全窒素脱窒率 | 80 %以上 |
| 硝酸態窒素脱窒率 | 95 %以上 |


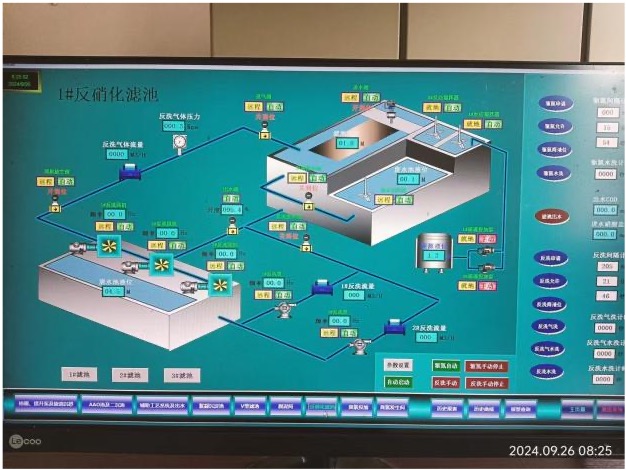
Case5. 都市下水処理(中国/河北省)
こちらは中国の都市下水処理場の事例です。
設計時
| 処理量 | 12,700 m3/日 |
| 流入全窒素濃度 | 23 mg/L |
| 放流全窒素濃度 | < 15 mg/L |
運用時
| 処理量 | 12,700 m3/日 |
| 流入全窒素濃度 | 23 mg/L |
| 放流全窒素濃度 | < 9 mg/L |
| 全窒素脱窒率 | 57 %以上 |

メタノール不要の
低ランニングコスト窒素処理
「QCL脱窒システム」
Case6.
